










| Ilość: | |
|---|---|











Yixun
yixunmold
| Zaleta | szczegółów | funkcji |
|---|---|---|
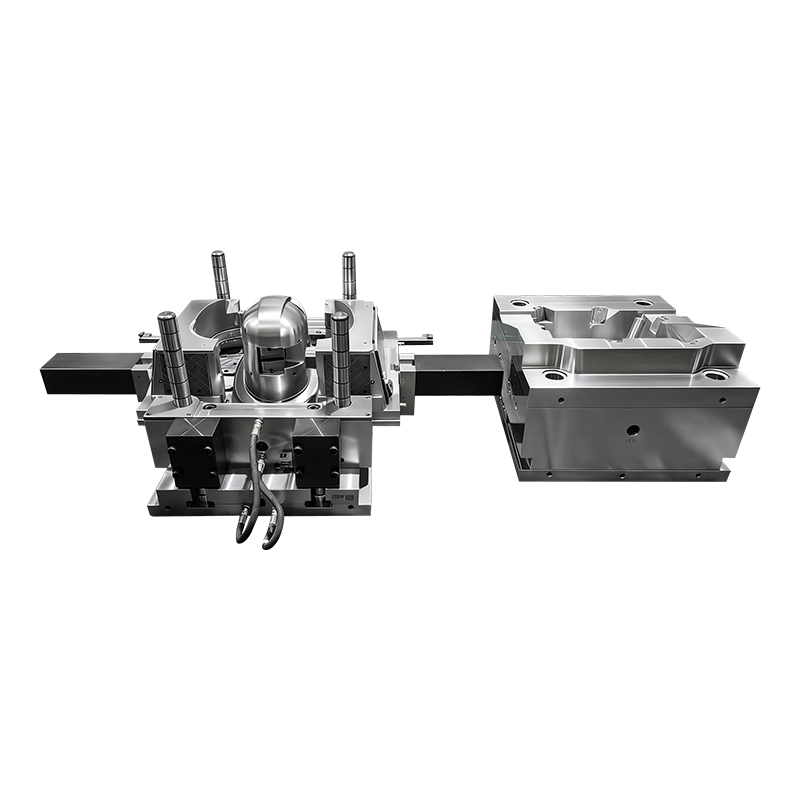
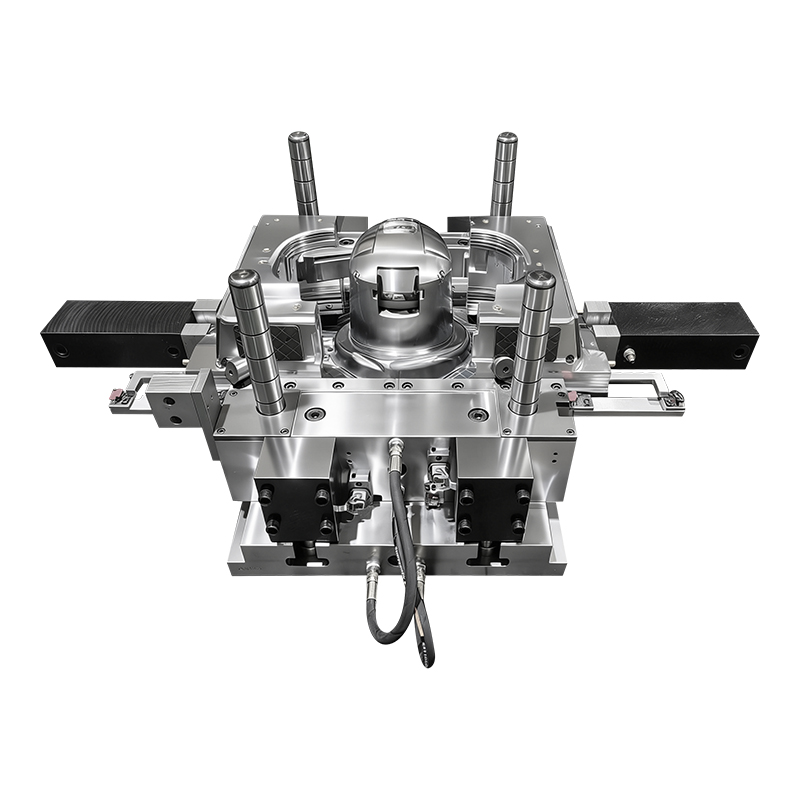
| Mechanizmy rdzeniowe z wieloma prowadnicami | Hydraulicznie napędzane suwaki boczne do skomplikowanych podcięć (otwory wentylacyjne, szczeliny wizjera i punkty mocowania) | Umożliwia formowanie skomplikowanych geometrii kasku bez obróbki końcowej; zapewnia czyste i precyzyjne wyjmowanie z formy |
| Precyzyjna wnęka i rdzeń | Powierzchnie polerowane na lustro (Ra ≤ 0,2 μm) i wąskie tolerancje wymiarowe (± 0,02 mm) | Tworzy gładkie, aerodynamiczne skorupy kasków o spójnym dopasowaniu i wykończeniu |
| Zoptymalizowany układ chłodzenia | Strategicznie rozmieszczone kanały wodne i konformalne konstrukcje chłodzące | Skraca czas cykli o 15–20%; minimalizuje wypaczenia i skurcze, zapewniając stabilność wymiarową |
| Trwała konstrukcja formy | Hartowana stal narzędziowa (H13/SKD61) na wnękę/rdzeń; precyzyjnie szlifowana podstawa formy | Wydłuża żywotność formy do ponad 500 000 cykli; wytrzymuje warunki formowania pod wysokim ciśnieniem i w wysokiej temperaturze |
| Możliwość dostosowania projektu | Dopasowane do rozmiaru, kształtu i cech funkcjonalnych kasku (otwory wentylacyjne, logo, zaczepy montażowe) | Obsługuje projekty OEM/ODM; dostosowuje się do zmieniających się standardów bezpieczeństwa i projektowania |
Typ formy: Niestandardowa forma wtryskowa do produkcji skorupy kasku
Liczba wnęk: 1–2 wnęki (możliwość dostosowania do produkcji na dużą skalę)
Kompatybilność materiałowa: ABS, PC/ABS, PC i tworzywa konstrukcyjne modyfikowane udarowo
Stal do form: H13/SKD61 do wnęki/rdzenia; S50C na podstawę formy (poddana obróbce cieplnej w celu zapewnienia trwałości)
Mechanizmy suwakowe: Hydrauliczne suwaki boczne (2–4 suwaki, w zależności od konstrukcji kasku)
Układ chłodzenia: Konformalne kanały chłodzące wodę o konstrukcji o dużym przepływie
Wykończenie powierzchni: Polerowanie lustrzane (Ra ≤ 0,2 μm) do błyszczących skorup hełmów; dostępne opcje wykończenia teksturowanego
Tolerancje: ±0,02 mm dla wymiarów krytycznych; ±0,05 mm dla funkcji niekrytycznych
Czas cyklu: 45–60 sekund (w zależności od materiału i rozmiaru kasku)
Zgodność: certyfikat ISO 9001; spełnia standardy bezpieczeństwa CE, DOT i CPSC dotyczące produkcji kasków
Kaski motocyklowe: zakrywające całą twarz, otwarte i modułowe, do użytku drogowego i terenowego
Kaski rowerowe: Kaski szosowe, górskie i dojazdowe do rekreacyjnej i wyczynowej jazdy na rowerze
Hełmy przemysłowe: Hełmy ochronne budowlane, górnicze i fabryczne o właściwościach odpornych na uderzenia
Kaski sportowe: Kaski narciarskie, snowboardowe i deskorolkowe do sportów ekstremalnych
Hełmy specjalistyczne: hełmy strażackie, wojskowe i taktyczne (z zaawansowanymi adaptacjami materiałowymi i konstrukcyjnymi)
Projektowanie form: projektowanie 3D CAD/CAM z symulacją przepływu w celu optymalizacji napełniania i minimalizacji defektów
Obróbka: Precyzyjne frezowanie CNC, elektroerozja i cięcie drutem w celu uzyskania dokładności wnęki/rdzenia
Testowanie: Kompleksowe próby form (T1/T2) w celu sprawdzenia jakości części, czasu cyklu i wydajności wyjmowania z formy
Kontrola jakości: kontrola wymiarowa CMM, identyfikowalność materiałów i dokumentacja zgodności
Wsparcie posprzedażne: Globalne wsparcie techniczne, usługi konserwacji form i dostawa części zamiennych
Konstrukcja kasku: dostosuj się do niestandardowych rozmiarów, kształtów i cech funkcjonalnych (otwory wentylacyjne, logo, punkty mocowania)
Wybór materiału: Optymalizacja formy pod kątem określonych gatunków tworzyw sztucznych (odporna na uderzenia, trudnopalna, odporna na promieniowanie UV)
Wykończenie powierzchni: Powierzchnie polerowane na lustrzany połysk, matowe lub teksturowane w celu spełnienia wymagań estetycznych i funkcjonalnych
Znakowanie: Wtopione logo, wytłoczony tekst lub numery części w celu identyfikacji produktu
Skala produkcji: Dostosuj liczbę gniazd (1–2+) w celu dopasowania do potrzeb w zakresie wielkości produkcji



